
螺纹钻铣刀,定制螺纹铣刀厂
硕朔精密刀具螺纹钻铣刀是选择整体硬质合金材质制做而成,是一种中、小直径内螺纹高效;适用于汽车零部件制造厂商,是一款高效加工的复合;
SS/硕朔螺纹钻铣刀可同时实现螺纹底孔钻削+螺纹铣削+孔口倒角加工为一体的复合成型刀具,在离合器和差速器壳体螺纹钻铣加工中,选用M12*1.5规格转速可达10000r/min,切削速度Vc=329m/min,F=2400mm/min;实现高效加工,同时加工出来的螺纹孔光洁度高,尺寸稳定,底孔和螺纹同轴度好,中径可补偿,达到精密加工。
SS/硕朔螺纹钻铣刀采购内孔冷却结构,钻削刃顶端采用双冷却孔,而螺纹刃部分则为单冷却孔,能有效保证螺纹钻铣刀具在钻削底孔和螺纹加工时都能起到良好的冷却效果;
而这种内冷孔的设计加大了材料制造的难度,必须确保每支棒料的精度非常高,略有偏差,内冷孔就会在加工过程中磨穿;
高速切削对材料的耐磨性也是很大的考验,尽管加工铝合金材料,采用普通合金棒材,则钻削刃极易出现烧伤,导致寿命大大降低;
螺纹钻铣刀在钻底孔和孔口倒角主要是轴向进给,要求材料够硬即可,但是在螺纹铣削时,主要是径向进给,需要承受很大的侧向力,对材料的韧性又提出了极高的要求,所以选择硬度和韧性都非常高的超细晶粒材料至关重要;
SS硕朔精密刀具定制的螺纹钻铣刀具采用优异的槽型、刃型、牙型和几何角度设计,使用先进的数控设备和科学的制造工艺,加上抛光处理和合理的涂层选择,让螺纹钻铣刀既能切削轻快,又能排屑顺畅,具有散热迅速,实现高效率、高精度和高寿命等特点;
螺纹钻铣刀可一次完成钻螺纹底孔、孔口倒角和内螺纹加工,减少了刀具使用数量,但这种刀具的缺点是通用性差,价格也相对比较昂贵;
螺纹钻铣刀具由头部的钻削部分、中间的螺纹铣削部分及切削刃根部的倒角刃三部分组成;
钻削部分直径就是刀具所能加工螺纹的底径;
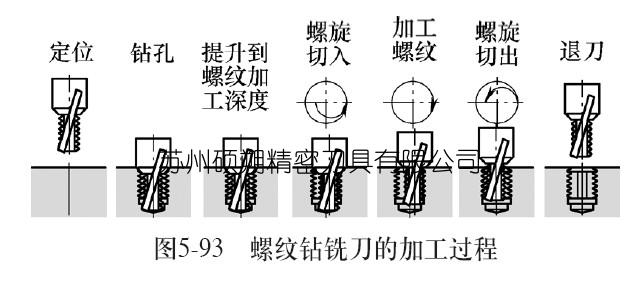
螺纹钻铣刀是将钻孔与攻丝结合的工艺(以相反的顺序完成),切削刃尖端的形状类似于钻头,而主体具有螺纹形状,在柄部附近具有埋头孔;切削刃首先插入钻孔,然后进行螺纹插补同时形成倒棱。此加工工艺的优点是减少了刀具,刀架,无需换刀
螺纹钻铣刀,定制螺纹铣刀厂
硕朔精密刀具螺纹钻铣刀是选择整体硬质合金材质制做而成,是一种中、小直径内螺纹高效;适用于汽车零部件制造厂商,是一款高效加工的复合;
SS/硕朔螺纹钻铣刀可同时实现螺纹底孔钻削+螺纹铣削+孔口倒角加工为一体的复合成型刀具,在离合器和差速器壳体螺纹钻铣加工中,选用M12*1.5规格转速可达10000r/min,切削速度Vc=329m/min,F=2400mm/min;实现高效加工,同时加工出来的螺纹孔光洁度高,尺寸稳定,底孔和螺纹同轴度好,中径可补偿,达到精密加工。
SS/硕朔螺纹钻铣刀采购内孔冷却结构,钻削刃顶端采用双冷却孔,而螺纹刃部分则为单冷却孔,能有效保证螺纹钻铣刀具在钻削底孔和螺纹加工时都能起到良好的冷却效果;
而这种内冷孔的设计加大了材料制造的难度,必须确保每支棒料的精度非常高,略有偏差,内冷孔就会在加工过程中磨穿;
高速切削对材料的耐磨性也是很大的考验,尽管加工铝合金材料,采用普通合金棒材,则钻削刃极易出现烧伤,导致寿命大大降低;
螺纹钻铣刀在钻底孔和孔口倒角主要是轴向进给,要求材料够硬即可,但是在螺纹铣削时,主要是径向进给,需要承受很大的侧向力,对材料的韧性又提出了极高的要求,所以选择硬度和韧性都非常高的超细晶粒材料至关重要;
SS硕朔精密刀具定制的螺纹钻铣刀具采用优异的槽型、刃型、牙型和几何角度设计,使用先进的数控设备和科学的制造工艺,加上抛光处理和合理的涂层选择,让螺纹钻铣刀既能切削轻快,又能排屑顺畅,具有散热迅速,实现高效率、高精度和高寿命等特点;
螺纹钻铣刀可一次完成钻螺纹底孔、孔口倒角和内螺纹加工,减少了刀具使用数量,但这种刀具的缺点是通用性差,价格也相对比较昂贵;
螺纹钻铣刀具由头部的钻削部分、中间的螺纹铣削部分及切削刃根部的倒角刃三部分组成;
钻削部分直径就是刀具所能加工螺纹的底径;
螺纹钻铣刀是将钻孔与攻丝结合的工艺(以相反的顺序完成),切削刃尖端的形状类似于钻头,而主体具有螺纹形状,在柄部附近具有埋头孔;切削刃首先插入钻孔,然后进行螺纹插补同时形成倒棱。此加工工艺的优点是减少了刀具,刀架,无需换刀